1 近红外波长高功率激光器的局限
在过去的几十年中,高功率连续激光器已经成为现代制造业中的通用工具,涵盖了焊接、熔覆、表面处理、硬化、钎焊、切割、3D打印与增材制造等应用领域。大功率连续激光器技术的第一个发展高峰出现在2000年之前,当时研发出了高功率10.6µm波长的二氧化碳(CO2)激光器和近红外1064nm波长的半导体泵浦Nd:YAG固体激光器。但是,二氧化碳激光器因其波长的原因,很难通过光纤传输,对工业应用造成一定困难;而固体激光器则受到亮度和功率放大能力的限制。2000年之后,高功率工业光纤激光器开始出现,成为可通过光纤传输并且具有高亮度、高功率激光器的解决方案。如今,光纤激光器已在绝大多数应用中替代了二氧化碳激光器,已经被有效地应用在众多工业加工应用中。特别是近年来,它已经成为工业激光器的主力军,例如激光焊接和切割,它比二氧化碳激光器具有更高的速度、效率和可靠性。
但是,这些连续高功率光纤激光器,一般在近红外(NIR)波长下工作,其波长在1µm以内,这对许多应用来说都没问题。比如它适用于吸收率超过50%的钢的加工,但是由于某些金属会反射90%或更多入射在其表面上的近红外激光辐射,因此受到限制。尤其是用近红外激光焊接诸如铜和金等黄色金属,由于吸收率低,这意味着需要大量的激光功率才能启动焊接过程。通常有两种激光焊接工艺:热传导模式焊接(其中材料仅被熔化和回流)和深熔模式焊接(其中激光使金属气化并且蒸气压形成空腔或锁孔)。深熔模式焊接导致激光束被高度吸收,因为激光束在穿过材料传播时会与金属和金属蒸气发生多次相互作用。但是,以近红外激光启动锁孔需要相当大的入射激光强度,尤其是在被焊接的材料具有高反射性时。而且一旦形成了锁眼,吸收率就会急剧上升,高功率近红外激光在熔池中产生的高金属蒸气压会导致飞溅和孔隙,因此需要小心控制激光功率或焊接速度,以防止过多的飞溅物从焊缝中喷出。当熔池凝固时,金属蒸气和工艺气体中的“气泡”还可能会被捕获,从而在焊接接缝处形成孔隙。这种孔隙会弱化焊接强度并增加接头电阻率,从而导致焊接接头质量降低。因此,近红外激光对于加工诸如铜等在1µm处吸收率<5%的材料来说具有很大的挑战性。为了更好地加工这些高反射率材料,人们采用了通过在加工材料上产生等离子体以增加材料对激光的吸收率等方法。但是,因为这些方法将使材料加工限制在深度渗透工艺范围内,所以对薄材料不能用热传导模式焊接,同时也存在溅射发生和控制能量沉积等固有的风险。因此,在加工有色金属等高反射材料时,以及在水下应用中,现有的波长1µm激光系统都有其局限性。
为了开发这些近红外激光受制的应用领域,人们必须对新的激光光源进行研究。另外,为了减少温室气体,新能源汽车正在用电动发动机代替汽油发动机和内燃机。而电动发动机特别是动力电池构造中采用了很多铜材料,这就产生了对可靠的铜加工解决方案的巨大需求,同时在其他可再生能源系统如风力涡轮机中,也有着同样广泛的应用需求。
2 高功率蓝光激光的诞生
工业激光技术的发展,一直是沿着生产技术和社会新要求的路线图而发展的。过去60年,从数字经济和社会,到可持续能源,再到健康生活,激光技术为解决人类未来的重要任务作出了巨大贡献。今天,从生产技术到汽车工程、医疗技术、测量和环境技术,再到信息和通信技术,激光技术已经成为我国经济许多核心领域不可或缺的一部分。随着金属加工技术的不断进步和用户要求的不断提高,激光器需要在成本和能效以及激光系统性能方面进行创新。能有效加工高反射金属的市场需求,激发了蓝色高功率激光技术的发展,并定将打开金属加工新技术的大门。
对于有色金属,其对光能量的吸收随着光波长的减短而增加。例如,铜对500nm以下波长的光吸收会比红外光增加至少50%以上,因此短光波长更适合于铜的加工。问题在于,开发这些工业应用的短波长高功率激光器比较困难,几乎没有高功率选项可用,即使已存在的选项也是价格昂贵和低效率。例如,市场上有一些基于倍频的固态激光源可在此波长范围内使用,产生波长为515nm和532nm(绿色光谱)激光。然而,这些激光源依赖于其非线性光学晶体将泵浦激光能量转换为目标波长的能量,转换过程会导致较高的功率损耗,同时激光器需要复杂的冷却系统以及复杂的光学设置。
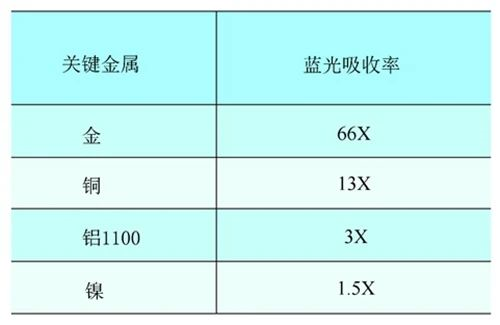
为了应对这一挑战,人们把目光放到了蓝光半导体激光器上。一是由于蓝光有其特定的属性。高反射率金属材料对蓝光的吸收率很高,这意味着蓝光对高反材料(如铜等)金属加工有着巨大的优势。如图1所示,铜对蓝光的吸收比红外线吸收要高13×(13倍)以上。此外,铜熔化时吸收率变化不大。一旦蓝色激光开始焊接,相同的能量密度将使焊接继续进行。蓝光激光焊接具有内在的良好控制和少瑕疵,其结果是快速和高质量的铜焊缝。同时,蓝光在海水中吸收较少,因此传程较长,这使得开拓水下激光材料加工领域变得现实。此外,蓝光相对容易转换为白光,因此可以使用蓝 色激光非常紧凑地实现泛光灯和其他照明应用。二是基于氮化镓材料的半导体激光器可直接产生波长450nm的激光,而无需进一步倍频,因此具有更高的能量转换效率。
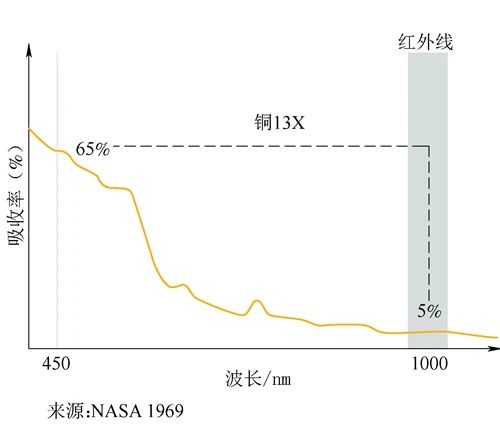
a)蓝色激光的性能优势源于基本物理原理
b)铜吸收蓝光与吸收红外线(NIR)的效果对比
图1 蓝光物理性能
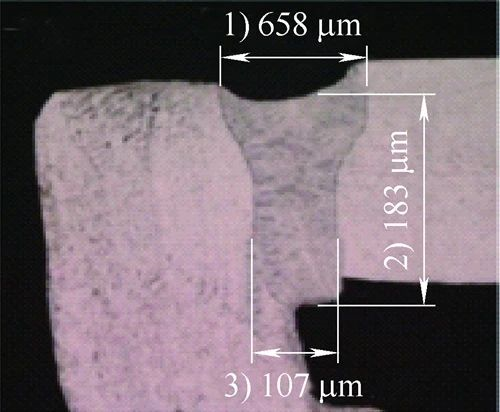
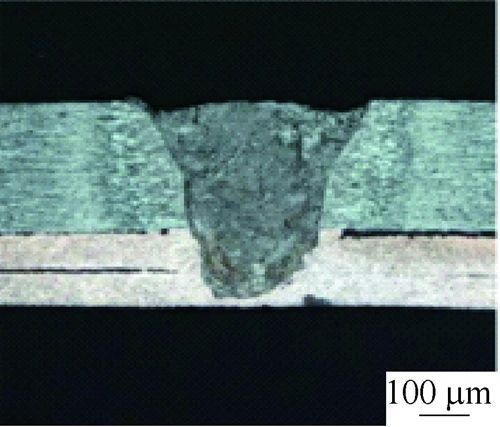
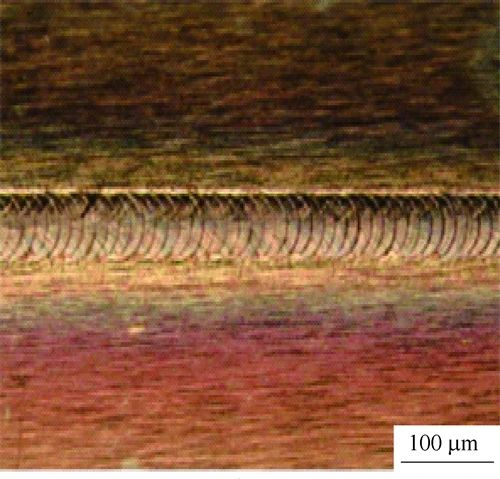
波长为450nm的激光对铜材料的加工效率比1µm的波长有望提高近20倍。与传统的近红外激光焊接工艺相比,高功率的蓝色激光在数量和质量上均具有优势。数量上的优势:提高了焊接速度,拓宽了工艺范围,可直接转化为更快的生产效率,以及最大程度地减少生产停机时间。质量上的优势:可获得更大的工艺范围,无飞溅和无孔隙的高质量焊缝,以及更高的机械强度和更低的电阻率。焊接质量的一致性可大大提高生产良品率(见图2)。此外,蓝色激光还可以进行导热焊接模式,这是近红外激光所无法实现的(见图3)。

图2 厚度为254µm铜箔上深熔焊接的横截面

图3 厚度为500µm铜片中导热焊接模式截面
3 高功率蓝光激光的发展
随着2014年诺贝尔物理学奖的获得和全球环保意识的不断增强,氮化镓(GaN)发光器件受到了广泛关注,尤其是在照明领域。通过不断提高蓝光半导体器件的高亮度和高输出,蓝光半导体激光器已进入批量生产时代,但是它主要用于投影仪光源,替换投影仪中的灯,与产生绿色或红色光的磷光体一起使用。由于蓝光半导体激光器与灯泡相比具有更长的寿命和更小的尺寸[1],因此近年来它们已迅速普及在照明和显示应用中。但是对激光加工而言,需要比这些照明用的蓝光激光具有更高的功率。而由于蓝光激光具有如上所述的众多优点,因此人们一直在努力研发激光加工用的高功率蓝光激光。
由于蓝色单个激光半导体芯片仅具有几瓦的输出功率,而其将功率提高到更高的功率范围是非常耗时且昂贵的。为了开拓蓝光激光的巨大应用潜力而所需的高功率,将需要新的技术方法。迄今为止,蓝光半导体激光的每个芯片的实际功率在单个波长下约5W[2],因此合束多个芯片输出的光束组合技术对于获得更高的功率输出是必不可少的。光束组合的方法分为相干方法和非相干方法。其中,非相干方法比较实用,无需在激光器之间进行精细的相位控制。非相干方法包括在空间上组合多个光束的空间组合方法,在偏振分束器中组合正交偏振光的偏振组合方法,以及在同轴上组合不同波长的波长组合方法。每种方法都有其优点和缺点,并且还可以组合使用每种方法。其中,空间组合适合于组合多个相同波长的激光芯片以获得高功率输出[3]。迄今为止,两种高功率合成方法最为成功,以下作个简单介绍。
第一种方法是采用激光巴条(Laser Bars)技术,即在氮化铟镓(InGaN)材料的晶片上系统地生成激光单芯片(Single Emitter),先将多个单独的激光芯片高效地集成到一个所谓的激光巴条,每个激光巴条可产生至少50W的蓝光。然后通过适当的电连接、冷却散热,以及使用特殊的光学器件,将多个半导体激光巴条安装组合成一个半导体激光堆栈(Stack)。整个半导体激光器可以用一个或数个半导体激光堆栈组合而成,如图4所示。目前,激光巴条技术可以达到2kW的蓝光功率[4]。
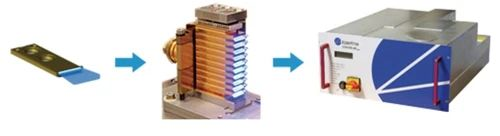
a)巴条仪器的合成过程
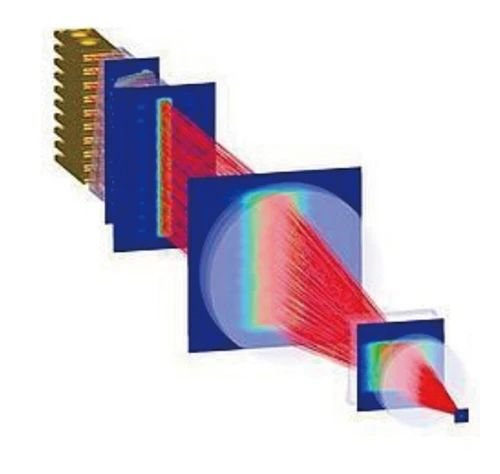
b)巴条光束示意
图4 半导体激光巴条(Laser Bars)技术的光束合成
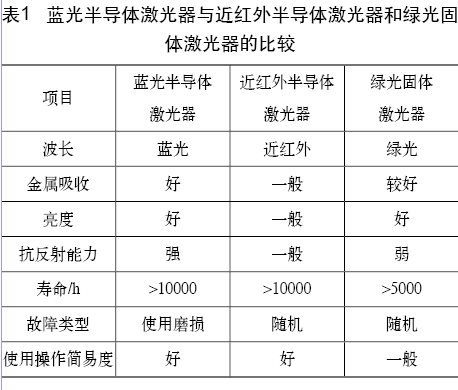
第二种方法是采用半导体激光单管(Single Emitter)技术。这些激光器具有独特的“基于单管芯片”的设计功能,对每个氮化镓(GaN)激光单管的输出分别进行准直。如果像巴条技术那样,用一个透镜共同对所有激光单管进行准直,则合成后的光束发散(BPP)不可避免地会增加。而将每个激光单管分别与自己的专用透镜进行准直,即可尽量保持合成后的光束发散不变,将光束BPP降至最低,从而提高激光的亮度(见图5)。并且,当氮化镓激光单管遵循其预期的发展路线而不断提升单管激光功率时,这种独特的“单管芯片”设计提供了最好的整体激光系统功率提升的途径。并且,激光单管技术产生了目前可以达到1.5kW输出功率的最佳光束质量,这对于振镜扫描的激光远程加工提供了保障[5]。这种扫描系统常用于电池、电动汽车和消费电子产品制造。激光输出功率和停留时间可以在扫描操作过程中进行调整,通过允许在单个扫描图案中解决不同的接合几何形状和材料厚度,从而最大化生产率。表1显示了蓝光半导体激光器与近红外半导体激光器和绿光固体激光器相比较的优越性。
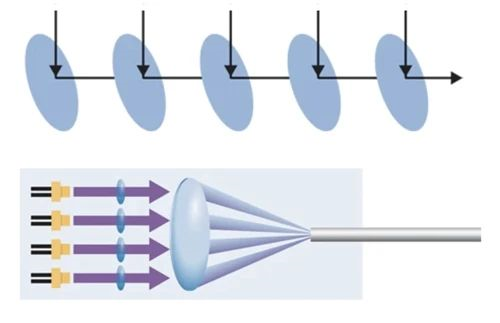
图5 半导体激光器单管技术光束合成
4 蓝光半导体激光材料加工应用案例[4,5]
1)图6显示了蓝光半导体激光器和振镜扫描系统用于动力电池制造。蓝光有着宽大的工艺窗口,可以处理电池制造的每个阶段,能焊接更厚和多种材料,如铜、金和几毫米厚的不锈钢。它是制造棱柱形电池、电池外壳以及电池组和电池集成的理想选择。
a)70个8µm箔片焊接到254µm铜接线片上
b)两个铜接线片的连接
c)将两个铜接线片连接到钢制电池外壳
图6 蓝光激光器宽大的工艺窗口可以处理电池制造的每个阶段
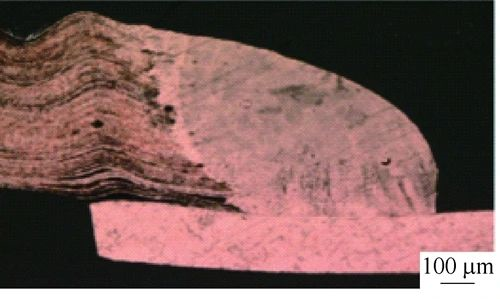
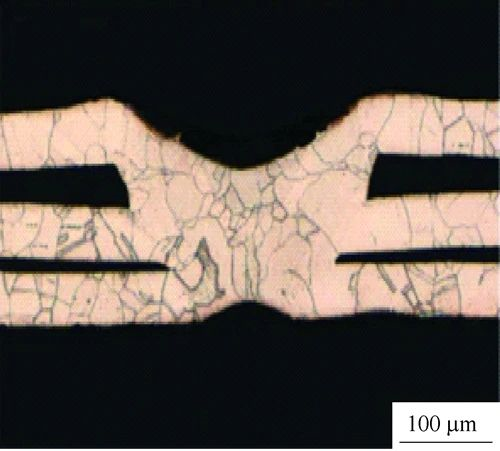
2)采用450nm波长的蓝光半导体光源,可以在导热模式下熔化铜材料,从而可以精确调整薄铜材料的熔池几何形状(见图7)。稳定的能量吸收和导热过程的精确控制对于深熔焊接薄铜材料尤其重要,主要是因为它有助于防止因高压而导致对薄材料的切断或飞溅的产生。这些现象尤其可能在焊接堆叠的薄铜箔时发生,由于堆叠箔的翘曲,其可能会产生难以控制的不规则间隙(见图8)。在34个堆叠的铜箔上采用580W蓝光半导体激光器和2m/min的速度进行对接焊接时,可以在最小的孔隙率和低咬边的情况下形成>0.8mm的焊缝宽度。对于在箔堆叠的边缘上进行角焊,成功地将箔的末端熔化成高横截面积,并完全附着到固体箔上。在对接和边缘焊接中,均可以实现完美的机械连接以及非常好的导电性。

图7 铜材料熔池几何形状

a)边缘焊接构造

b)以580W的蓝光激光功率和2m / min的焊接速度
图8 34个堆叠的铜箔(每个厚度11µm)连接焊接之间的接头横截面
3)图9显示了用100W蓝光激光器搭接焊接铜箔的结果。在3张铜箔以30μm厚度堆叠的状态下,以约10mm/s的速度从顶部表面用激光扫描铜箔。由于芯径为100μm的光纤输出以1∶1的投影比集中,因此样品表面的激光光斑直径也为100μm,获得了良好的焊接质量,抑制了热量对碎屑和周围环境的影响。
a)焊缝俯视图
b)焊缝横截面
图9 纯铜薄板进行搭接焊接的结果
4)图10显示了3D打印机的示例,该打印机能够采用大阪大学开发的蓝光半导体激光器制成纯铜。在粉末床上实现了100μm的激光聚焦光斑直径,可以层压具有高电导率和高热导率的纯铜,在此之前很难用近红外激光熔化,预计该技术将应用于航空航天和电动汽车等工业领域。

a)带有100W功率蓝光激光器的SLM机器

b)由纯铜粉制成的3D原型样品
图10 3D打印应用
5)更大的渗透深度也开辟了电动汽车应用领域,电动汽车制造商正在转向采用棒状绕组设计,以最大程度地提高热效率和电效率,这三种蓝色激光发夹式焊缝显示出一致的质量,这对于提高生产效率至关重要,如图11所示。蓝色激光可以产生发夹式焊接,这对于高密度高强度的电动机制造很重要。
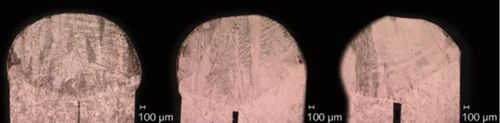
图11 电动汽车制造中的应用
6)高功率和高亮度还增加了焊接过程的灵活性,从而有可能扩展加工材料范围。例如,黄铜中的铜和锌具有明显不同的热性能,这对高品质的焊接提出了挑战,但蓝色工业激光很容易处理,现在可以焊接家电生产中常用的黄铜材料,如图12所示。初步研究表明,蓝色激光将能有效地解决焊接异种金属的难题。因为每种材料具有独特的热学、光学和力学性能,所以异种金属焊接是一个挑战。异种金属的焊接通常会导致形成金属间化合物,即不同合金的区域,损害了接头的力学性能和电气性能以及一致性。而最新一代的蓝光半导体激光器的工艺参数范围广,可以焊接异种材料,且缺陷最少。虽然黄铜中的铜和锌具有明显不同的热性能,这对高品质的焊接提出了挑战,但对蓝光半导体激光而言,则很容易处理。

图12 在黄铜焊接中的应用
5 结束语
2kW蓝光半导体激光器已经在金属加工,特别是高反射金属材料加工中显示出了它的优势。蓝光半导体激光器的亮度和功率还在不断提高到新的界限,这也将导致更多更广的应用范围。例如,蓝色激光的增材制造能力正在继续探索中(见图10)。此外,除了高效的金属材料加工外,蓝光半导体激光器期待跨部门的应用,特别是机械工程部门将能够在水下用蓝光进行激光材料加工。对于制造业来说,这当然是一个巨大的优势。另外,照明行业也可以使用基于蓝光半导体激光高质量的照明技术。
物联网和人工智能的兴起,已促使工业领域开始出现新的模式转变。由于激光加工技术具有融合数控技术和远程处理等天然优势,且无需更换工具,因此将在下一代智能制造领域里发挥主导作用。高功率蓝光半导体激光的兴起, 给激光技术带来了又一个惊喜。虽然基于高功率蓝光半导体激光的加工应用才刚刚起步,但随着未来技术和工艺的发展和进步,它有可能成为下一代尖端智能制造的核心工具之一。
文章来源: 激光行业观察