联赢激光研发团队发明了一种YAG+半导体多波长复合焊接技术,通过多波长复合焊接头将YAG激光器产生的红外激光与半导体激光复合在一起,使两束激光的轴线在空间上重合。该方法保留了YAG脉冲激光单脉冲能量稳定性好的优点,通过半导体激光热源复合,实现了保证密封钉焊接良品率的基础上,将现有密封钉焊接整体效率提升2倍以上。
密封钉焊接又称注液口焊接,当电解液注入电池后,需塞上胶塞马上进行激光焊接密封,进而将整个卷芯与外部环境隔离,整个卷芯形成一个密闭的电化学系统。完成这一工序意味着一个完整的电芯已经基本制作成型,因此密封钉焊接优率至关重要。裂纹、爆点及针孔的出现,都会影响整个电池的可靠性及安全性。
密封钉形状通常为圆形帽,直径约8mm,厚度约0.9mm。目前密封钉焊接方式主要有脉冲激光焊、光纤激光焊和连续复合激光焊。

复合激光焊接密封钉
脉冲激光焊焊缝成形美观、一致性好、良品率高,实现≥99.5%的一次焊接优率。但由于市面YAG脉冲激光器最大功率为600W,受功率限制,最大焊接速度仅为7mm/s。光纤激光焊和连续复合激光焊相较效率更高,焊接速度达到80mm/s,但与脉冲激光焊相比,优率低下。
随着全球动力电池产能扩产加速及智能制造不断推进,动力电池企业大规模产能对产线的生产效率和质量提出更高要求,对密封钉焊接效率和优率也提出更高挑战。
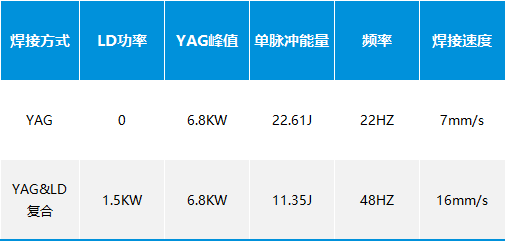
YAG VS YAG&LD复合 实验数据
联赢激光研发团队发明的YAG脉冲+半导体多波长复合焊接技术在保证较高优率的基础上,完美解决密封钉焊接效率难题。经过大量实验验证,采用YAG脉冲+半导体多波长复合焊接技术,密封钉一次焊接优率≥99.5%,且速度达到16mm/s,是原先的两倍以上!
联赢激光作为新能源动力电池行业核心供应商,在不断丰富激光焊接及智能制造解决方案的同时,深化动力电池装备制造关键技术的创新升级。此次密封钉焊接技术升级,将提升动力电池装备制造方案的性能优势,为全球动力电池客户带来更大的价值!