近几年,随着TWS耳机爆火之后,具备高强续航力、高安全性和个性化等优势的新型可充电式纽扣电池在TWS耳机、智能手表、智能眼镜、智能音箱等各种小型穿戴设备受到空前欢迎。
纽扣电池(button cell )也称扣式电池,最大优势是一致性好,不会在充放电循环中出现鼓胀问题,可以设置更大的电池容量以及直接贴合到PCB板。新型可充电式纽扣电池实现快充技术、满足某些特种应用设备需求,不仅对环境友好,还可以重复充电使用。

随着3C电子行业纵深发展,客户对电池安全性提出更高要求,随之而来在生产工艺、产线装备上也提出了更高的要求。传统焊接加工技术很难达到新型纽扣电池的高标准焊接指标,相比之下,激光焊接技术能够满足纽扣电池的加工技术多样性。
如异种材料(不锈钢、铝合金、铜、镍等)焊接、不规则焊接轨迹、更细致的焊接点以及更精准的定位焊接区域等,不仅提高产品焊接一致性,还降低焊接过程中对电池造成伤害,是目前纽扣电池最佳焊接工艺方式。
纽扣电池激光应用工序
1、壳体与盖板:纽扣钢壳体激光蚀刻;
2、电芯段:卷芯正负极与壳盖焊接、壳盖与壳体激光焊接、密封钉焊接;
3、模组PACK段:电芯筛选、侧边贴胶、正负极焊接、焊后检测、尺寸检测、上下面胶纸、气密性检测、下料分选等。
纽扣电池焊接及装配智造难点
卷芯正负极与壳盖焊接时,铜材导电性好,但是高反光材料,对激光吸收率很低,加上材料极薄,在受热区域面积过大、受热时间过长或者激光功率密度不够的情况下,极易变形,造成焊接不良。
顶盖密封焊接时,纽扣电池壳体与盖板连接处加工后厚度仅0.1mm,传统焊接无法实现。激光焊接功率过大将直接击穿电池壳,伤到内部电芯且材料极易变形,功率小则无法形成熔池达到焊接目的。
引脚与成品电池通常以叠加方式穿透焊接来实现。在执行这道焊接工序时,电池已经封装完成,且电池内部注有电解液,如果焊接工艺不稳定,很容易导致内部隔膜焊坏造成短路,或者电池外壳焊穿,导致电解液外流、虚焊、过焊等不良现象。
针对上述纽扣电池焊接及智造痛点,定位于世界一流激光焊接设备及智能制造解决方案提供商的联赢激光,顺势而变进行一系列积极的技术升级,并探索出行业领先的纽扣电池装备智造方案,得到了多家客户的应用和认可。
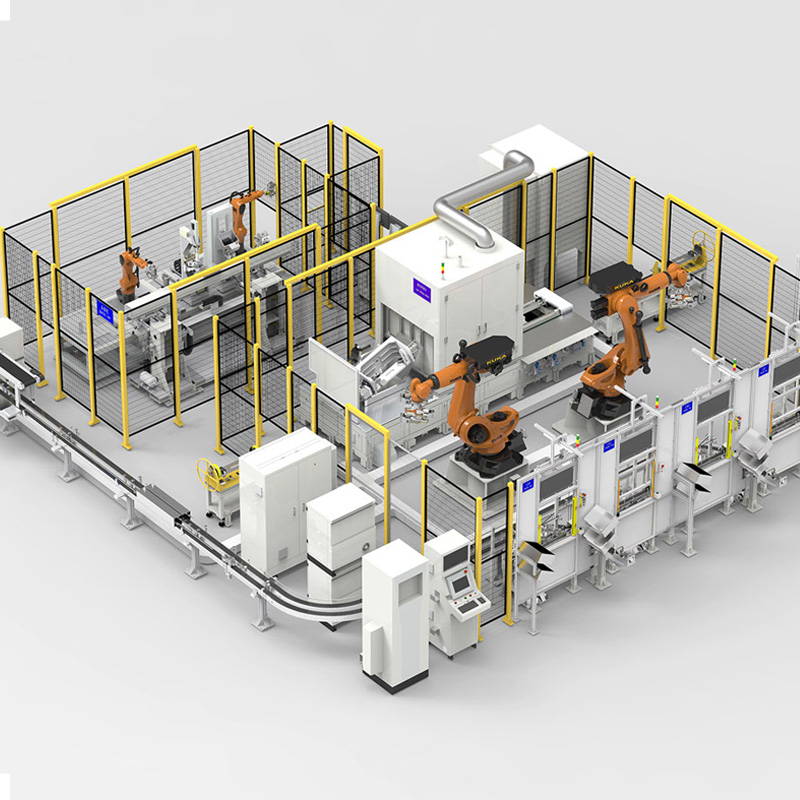
UW纽扣电池电芯组装线
►适用于钢壳纽扣电池的全自动装配焊接制造;
►模块化设计,兼容8-16mm的电芯装配制造,实现产线数据追溯化。
►同轴激光定位焊接,设备焊接优率达99.5%
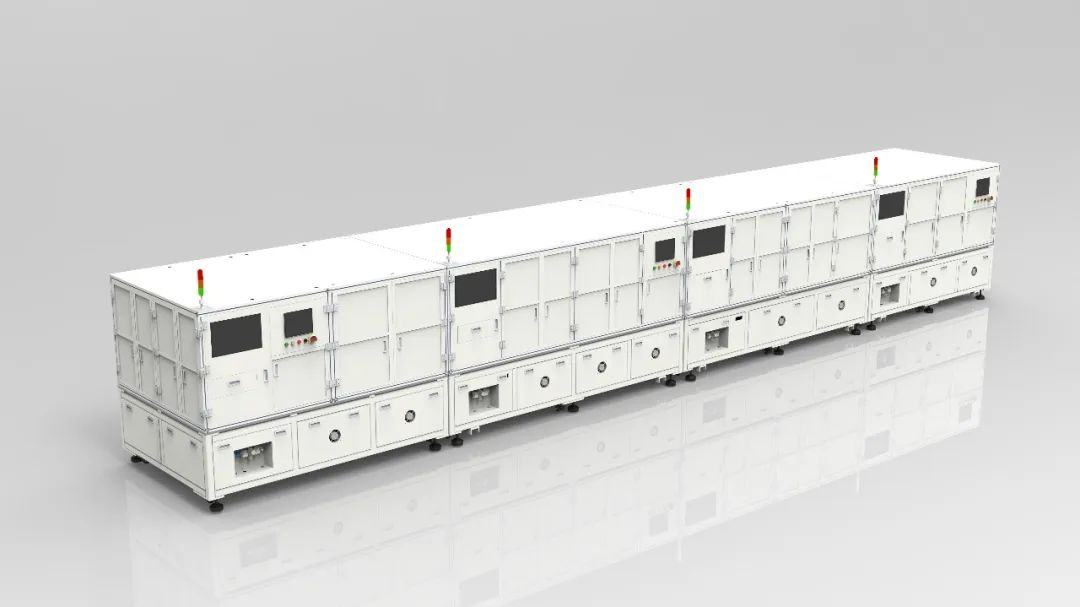
UW纽扣电池 PACK 自动装配线

►从电芯筛选数据上传,到焊接过程中的贴合精度控制、焊接能量检测等全套工序,实现全自动装配焊接,保证产品高效输出;
►配置高精度激光贴合焊接技术、焊中实时监控技术、视觉尺寸分选技术,保证高质量焊接的同时,兼顾高精度尺寸控制,具备更高的可靠性和稳定性,焊接优率达99.5%;
►具备数据可追溯功能,保证产品生产过程准确追踪和绑定,可后期调取相关数据供查看。
联赢激光作为国内激光焊接行业领军企业,在不断丰富激光焊接及智能制造解决方案的同时,深化电池装备制造关键技术创新升级。针对客户多样化需求,提供定制化的设备研发、设计、生产、装配、调试、售后及自动化装备集成的全过程服务,全方位帮助客户提高效率、生产力和盈利能力。